安装注意事项
装配前应确保轴套、座孔表面无异物,座孔表面应尽可能光洁以免在装配时划伤。
装配时可在轴套外表面适当涂上润滑油,帮助轴套较方便地安装,但不易过多以免在重载或往复运动时轴套会脱离出来。
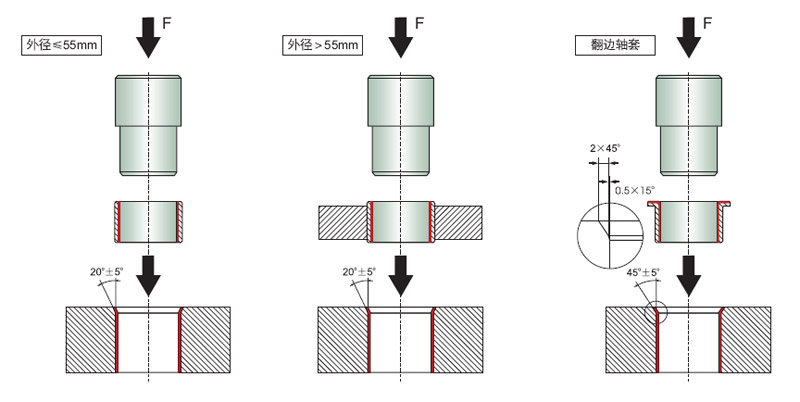
装配时应采用芯轴慢慢压入(建议使用油压机),禁止直接敲打轴套以免发生变形。
座孔设计时如需采用易变形材料如铝合金或座孔壁厚较薄时,请予以说明,以免压装时使座孔变形。
为了使装配更简单且不会破坏耐磨层,轴的端面必须有倒角圆滑过度,轴的材质建议为轴承钢表面淬火处理HRC45,表面粗糙度为Rz2-3, 表面也可镀硬铬。
装配时有可能的话,请在轴表面涂上油脂以缩短轴套走合期。
轴套检验方式
外径:采用环规通与止方式,环规通端为外径最大尺寸,环规止端为外径最小尺寸。
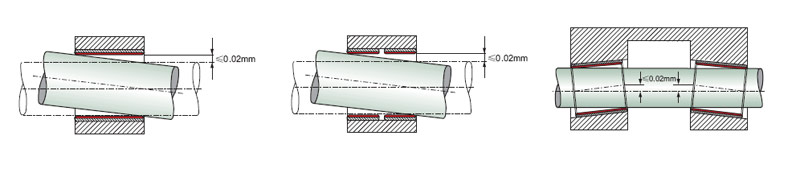
内径:将轴套压入基准孔(H7中间值公差)用圆柱塞规检验轴套,塞规的通端为轴套内孔最小尺寸,塞规的止端为轴套内孔最大尺寸。一般卷制类轴套内精度等级为H9。
环规、塞规尺寸按DIN1494第一部分。